Quartz Properties
Hydroxyl Content
Momentive Technologies’ quartz products have a very low hydroxyl level, which results from the unique electric fusion process. The term Beta Factor is often used to characterize the hydroxyl (–OH) content of fused quartz. This term is defined by the calculation of hydroxyl content from IR transmission.
Reactivity
Momentive Technologies’ quartz products have a very low hydroxyl level, which results from the unique electric fusion process. The term Beta Factor is often used to characterize the hydroxyl (–OH) content of fused quartz. This term is defined by the calculation of hydroxyl content from IR transmission.
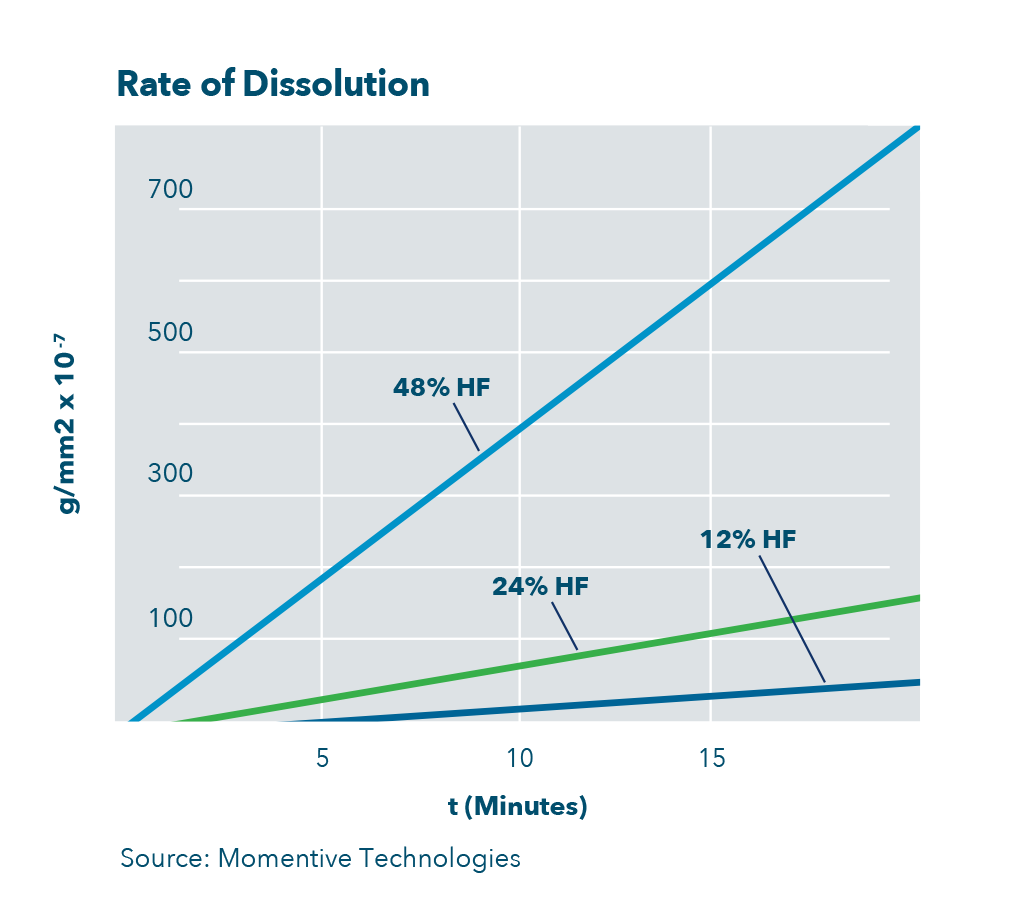
The chart to the right shows the rate of dissolution of fused quartz in hydrofluoric acid at room temperature.
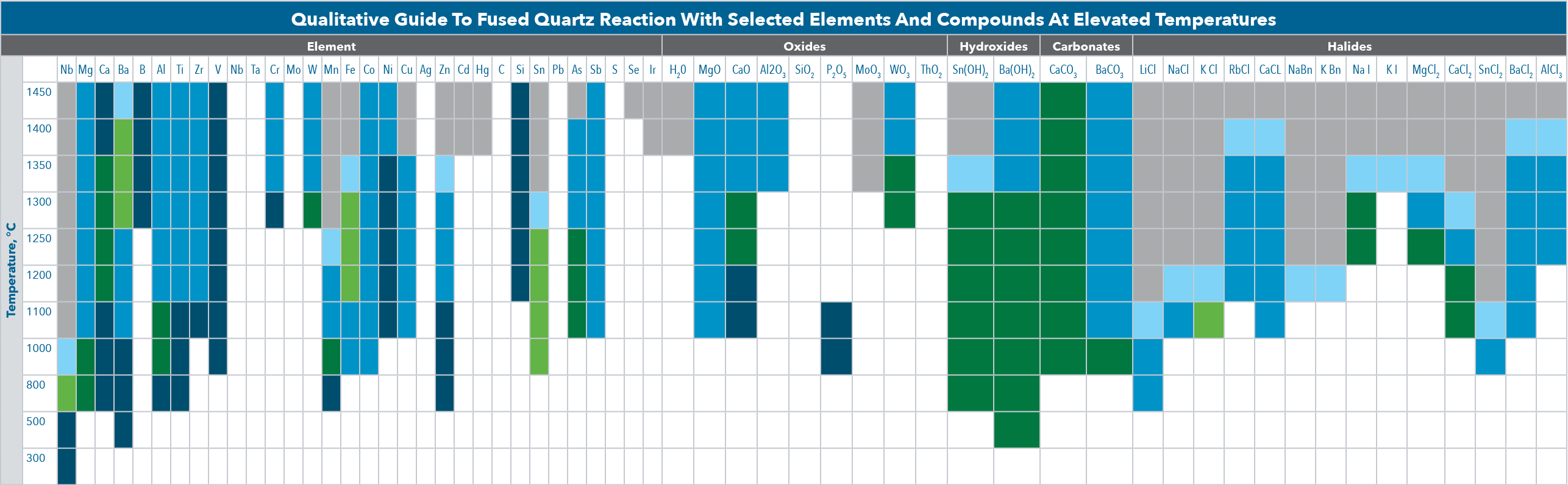
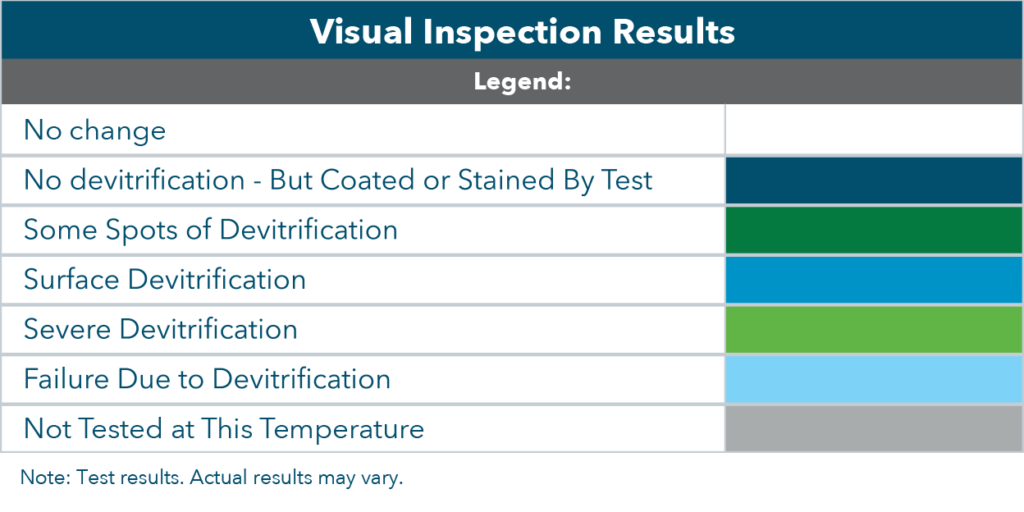
The effects of various elements and compounds on fused quartz at elevated temperatures are observed in a vacuum. Each sample, as shown in the reactivity table, is held at the lowest temperature for one hour, then at the next higher temperature for an hour, and so on. The extent of the reaction is, of course, also time-dependent.
Permeability
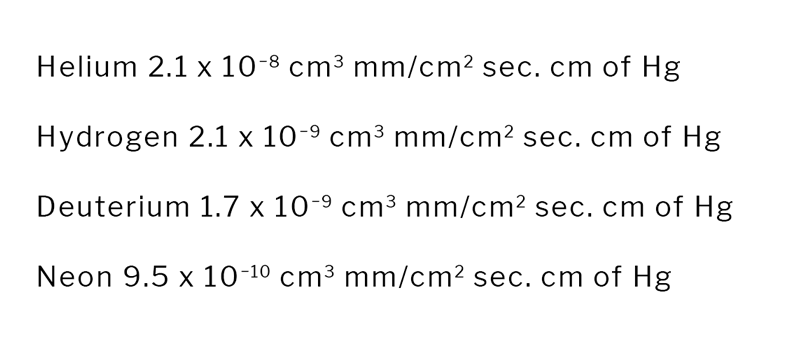
Fused quartz is essentially impermeable to most gases, but helium, hydrogen, deuterium and neon may diffuse through the glass. The rate of diffusion increases at higher temperatures and differential pressures.
Estimated Permeability Constants Through Fused Silica at 700°C
The chart to the right shows the rate of dissolution of fused quartz in hydrofluoric acid at room temperature.
Diffusion Through Quartz
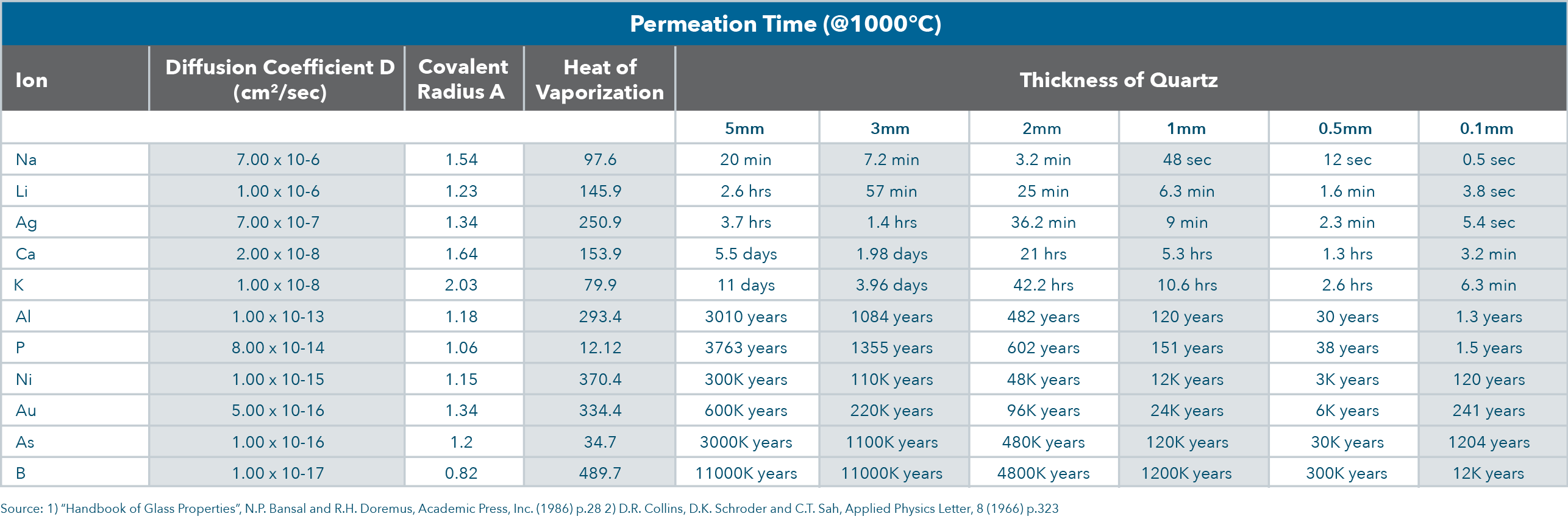
For semiconductor applications, the diffusion of various ions through the quartz is of critical importance. The attached table shows the time for various ions to diffuse through different thicknesses of quartz. These calculated values are based on the diffusion coefficient and a temperature of 1000°C.
Mechanical Properties
Mechanical properties of fused quartz are much the same as those of other glasses. The material is extremely strong in compression, with design compressive strength of better than 1.1 x 109 Pa (160,000 psi).
Surface flaws can drastically reduce the inherent strength of any glass, so tensile properties are greatly influenced by these defects. The design tensile strength for fused quartz with good surface quality is in excess of 4.8 x 107 Pa (7,000 psi). In practice, a design stress of 0.68 x 107 Pa (1,000 psi) is generally recommended.
Typical Physical Properties of Fused Quartz
| Property | Typical Values |
|---|---|
|
Density |
2.2 x 103 kg/m3 |
|
Hardness |
5.5 – 6.5 Mohs’ Scale
570 KHN 100 |
|
Design Tensile Strength |
4.8 x 107 Pa (N/m2) (7,000 psi) |
|
Design CompressIve Strength |
Greater than 1.1 x 109 Pa (160,000 psi) |
|
Bulk Modulus |
3.7 x 1010 Pa (5.3 x 106 psi) |
|
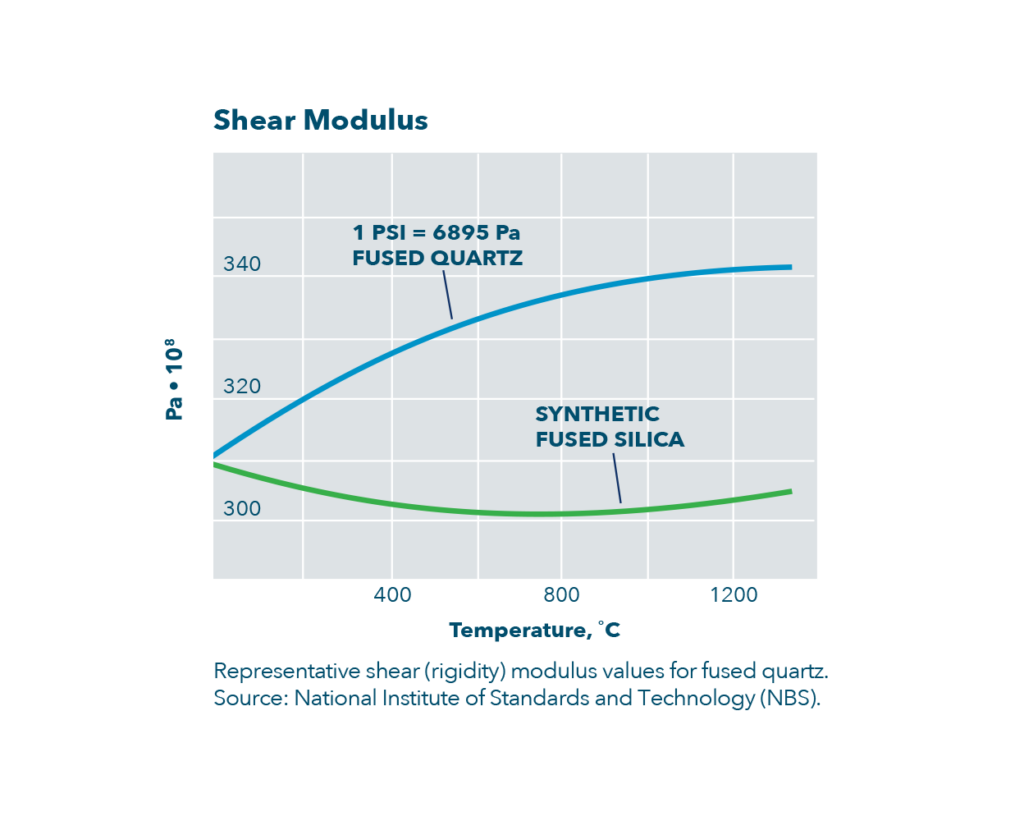
Rigidity Modulus |
3.1 x 1010 Pa (4.5 x 106 psi) |
|
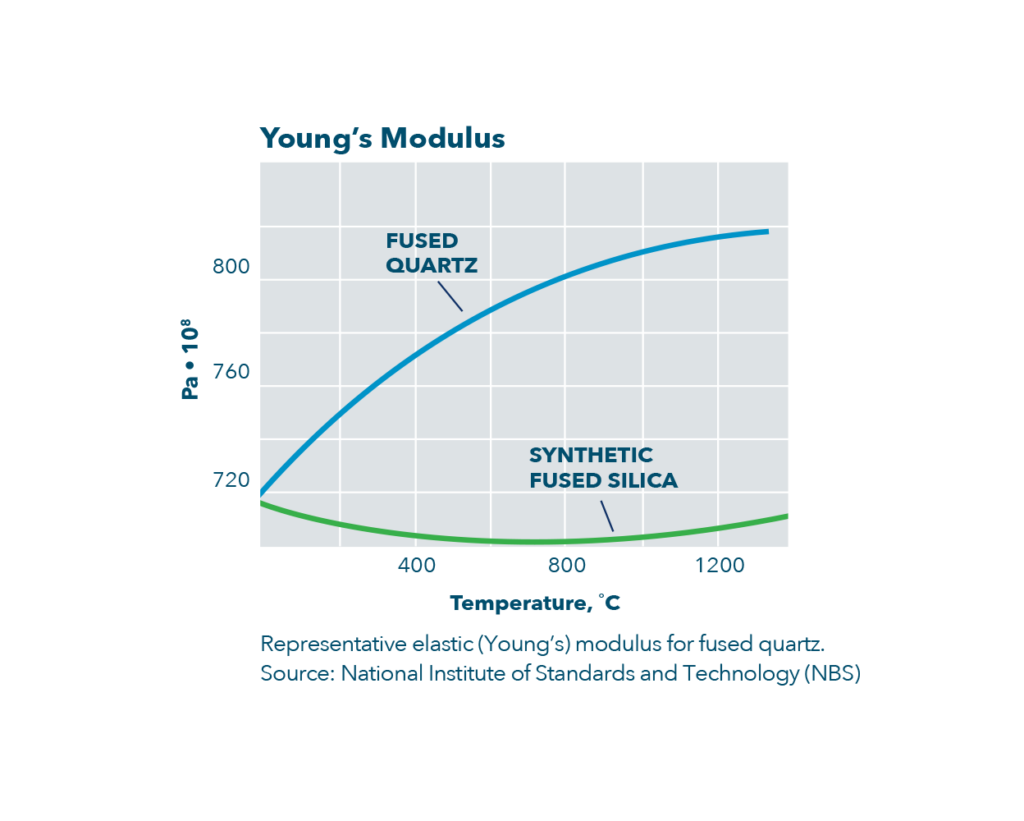
Young’s Modulus |
7.2 x 1010 Pa (10.5 x 106 psi) |
|
Poisson’s Ratio |
0.17 |
|
Coefficient of Thermal Expansion (20°C – 320°C) |
5.5 X 10-7 cm/cm • °C |
|
Thermal Conductivity at 20°C |
1.4 W/m • °C |
|
Specific Heat at 20°C |
670 J/kg • °C |
|
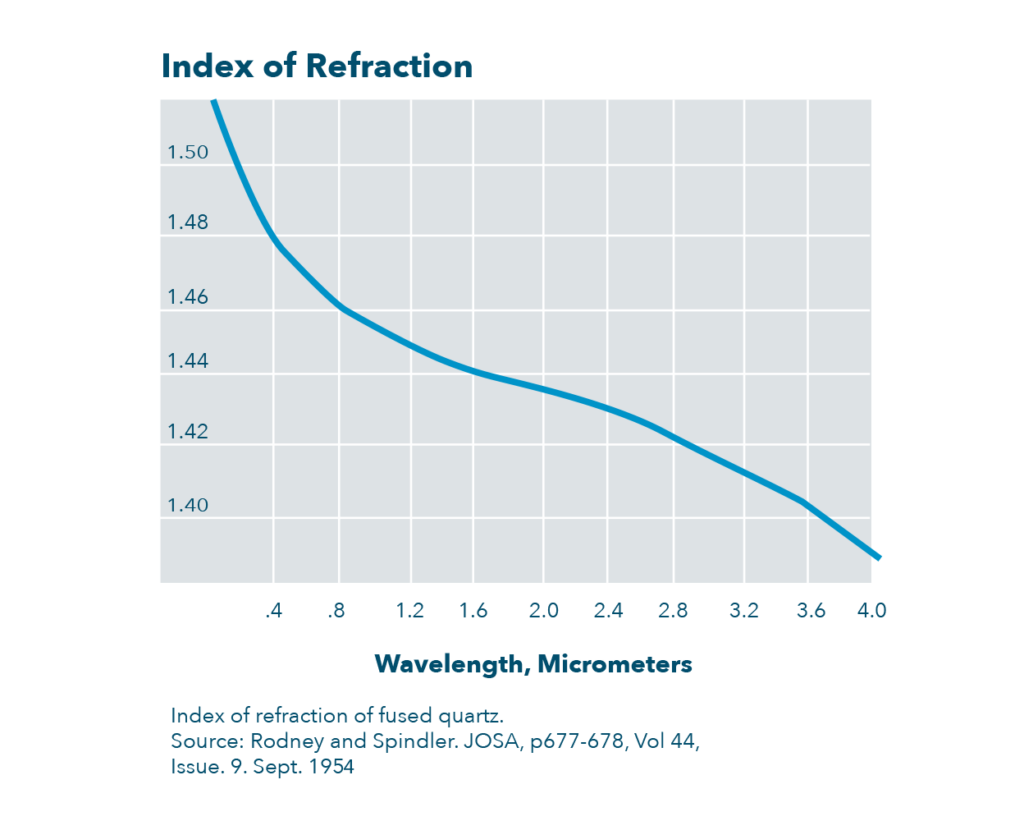
Index of Refraction |
1.4585 |
|
Constringency (Nu value) |
67.56 |
|
Velocity of Sound-Shear Wave |
3.75 x 103 m/s |
|
Velocity of Sound/Compression Wave |
5.90 x 103 m/s |
|
Sonic Attenuation |
Less than 11 db/m MHz |
Note: Typical values are for reference only.
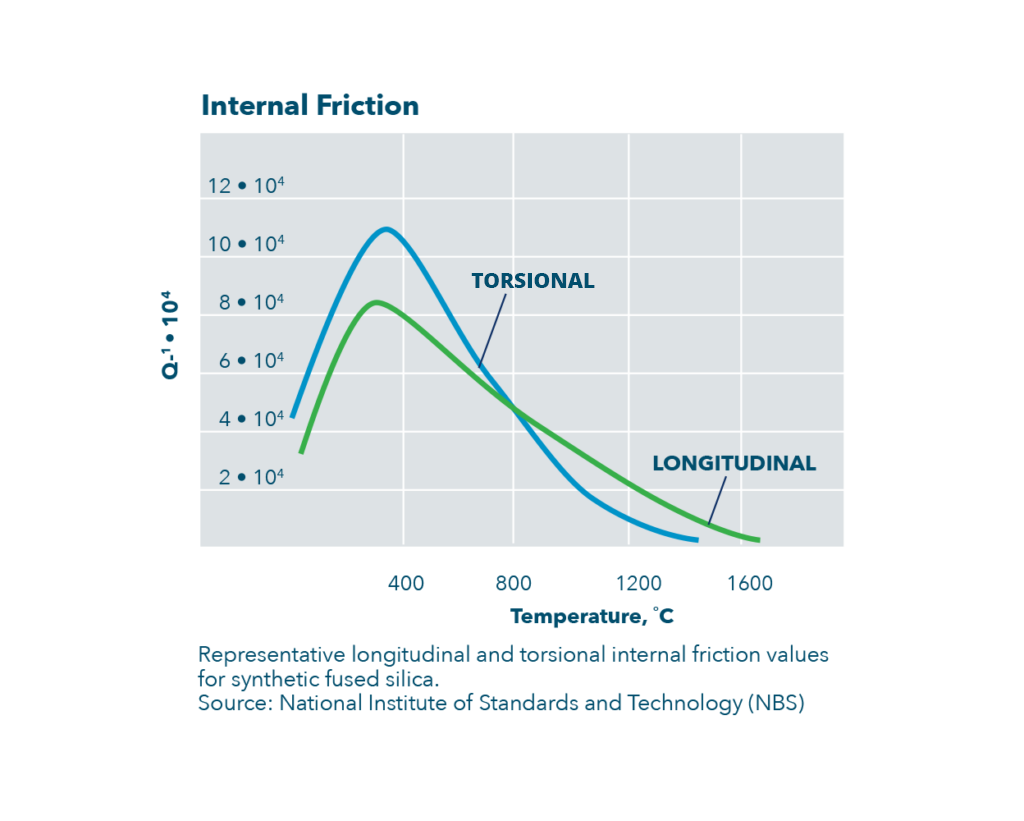
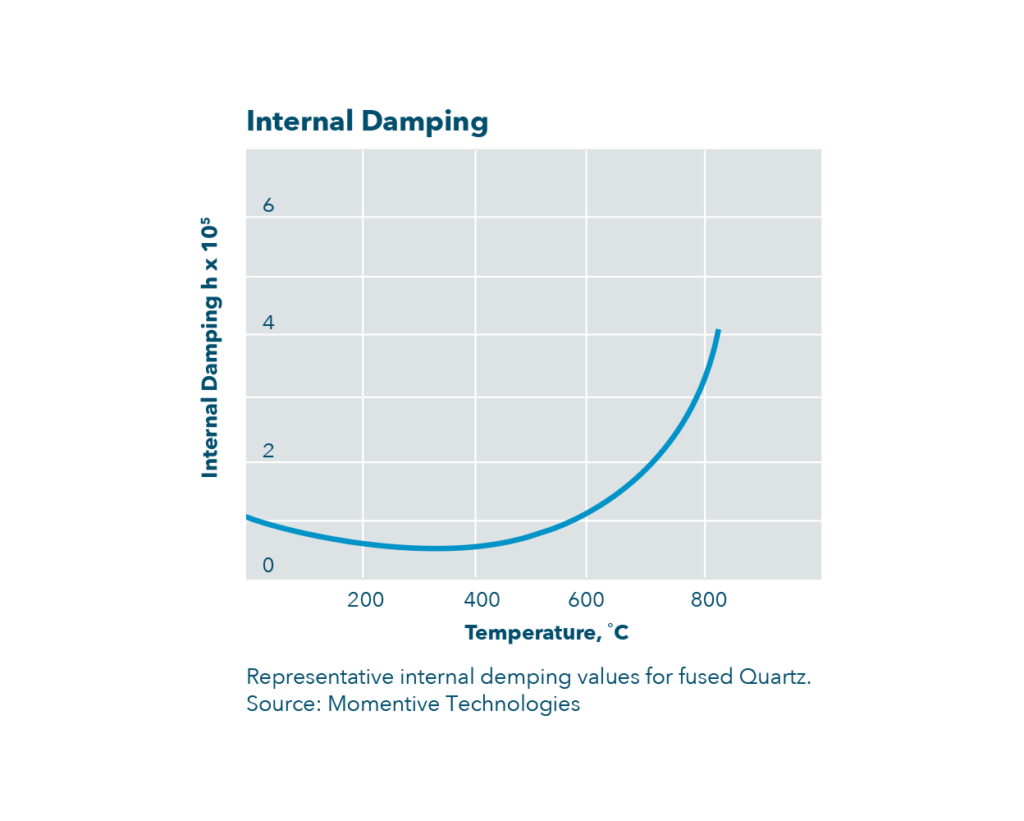
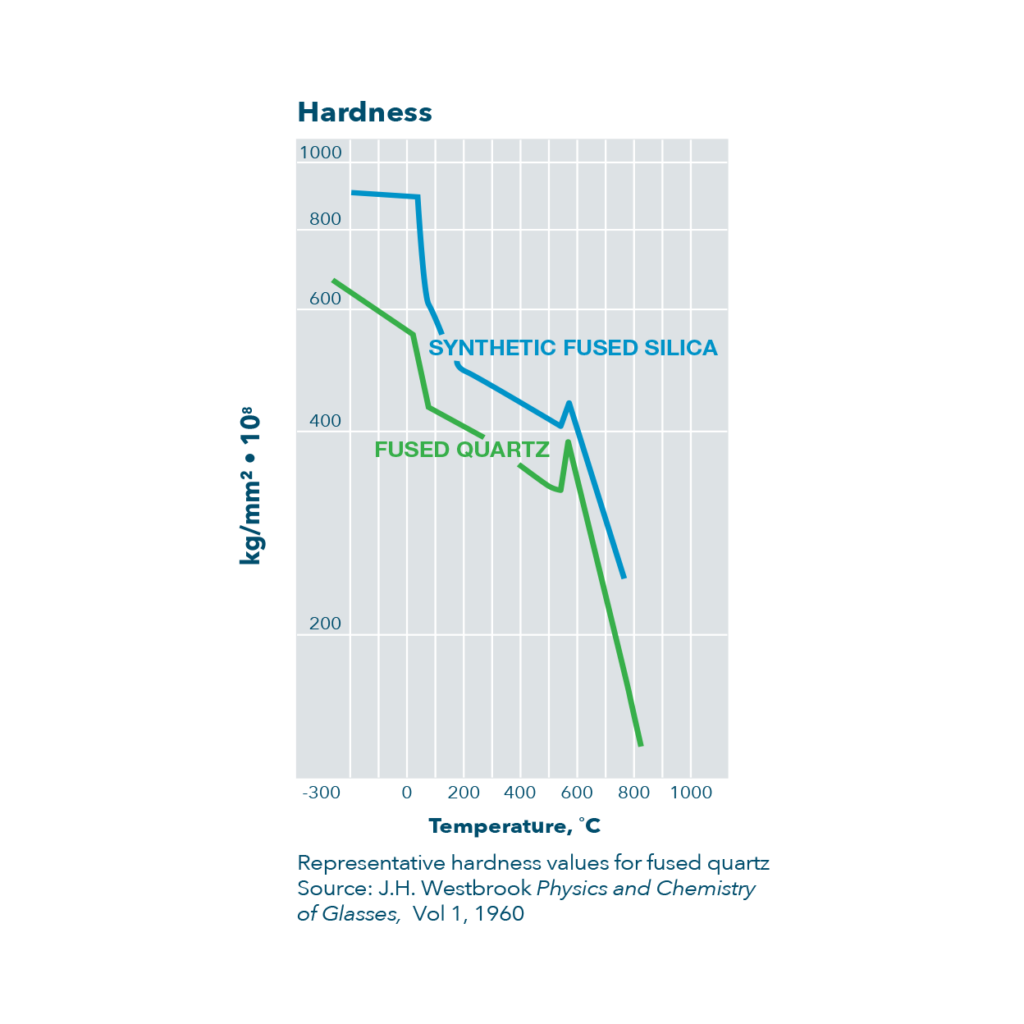
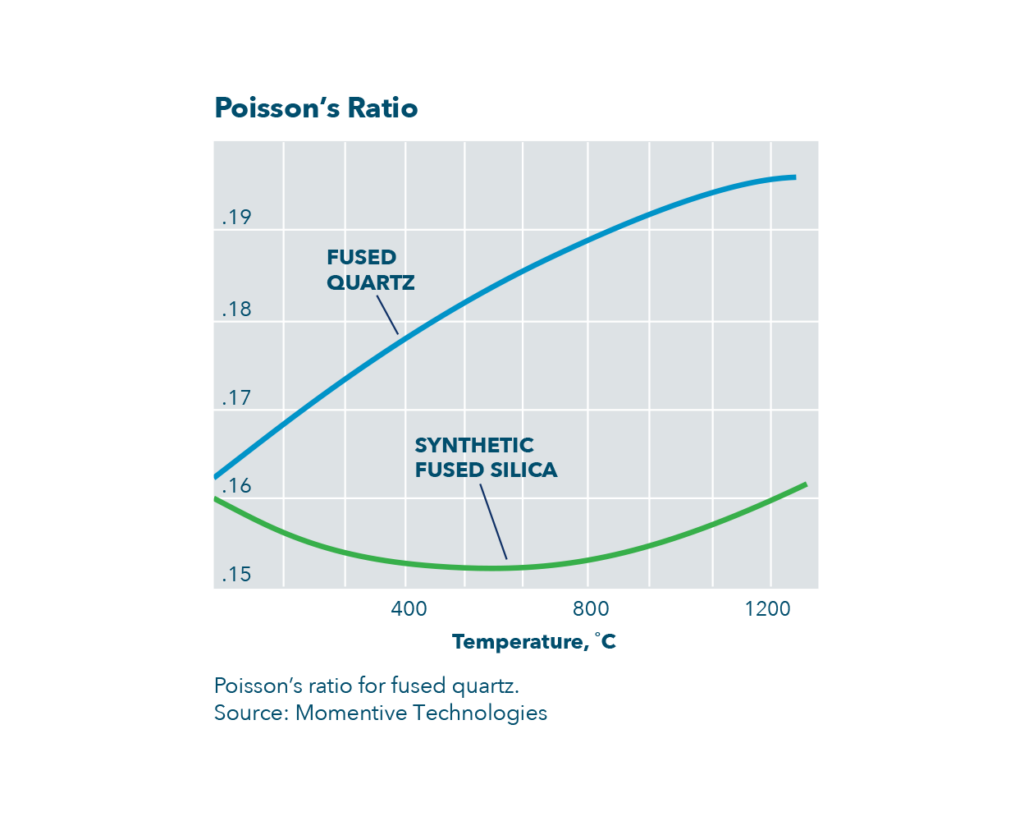
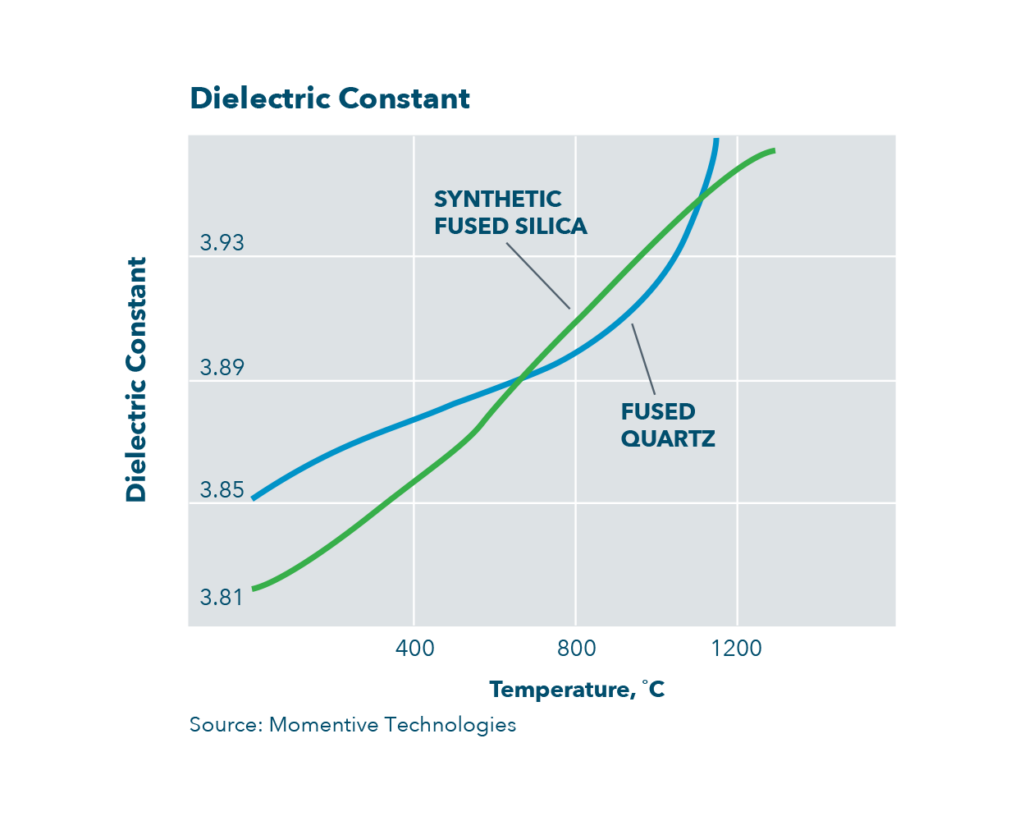
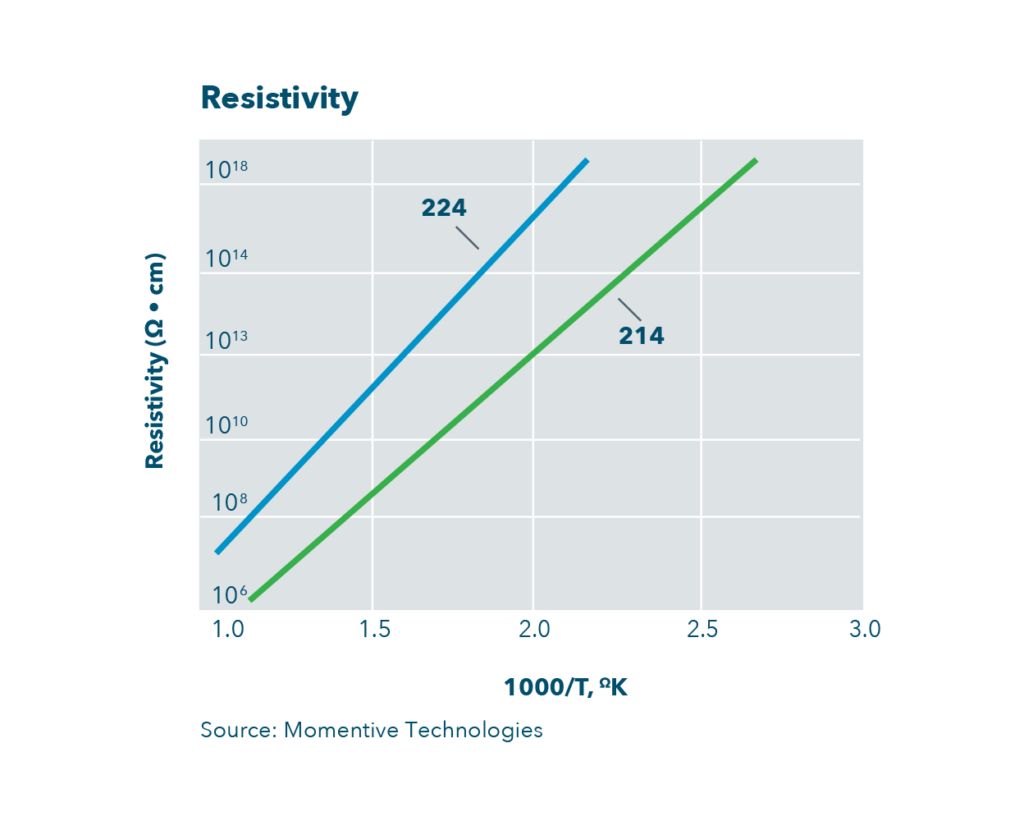
Comparison charts of Momentive Technologies’ fused quartz versus synthetic fused silica
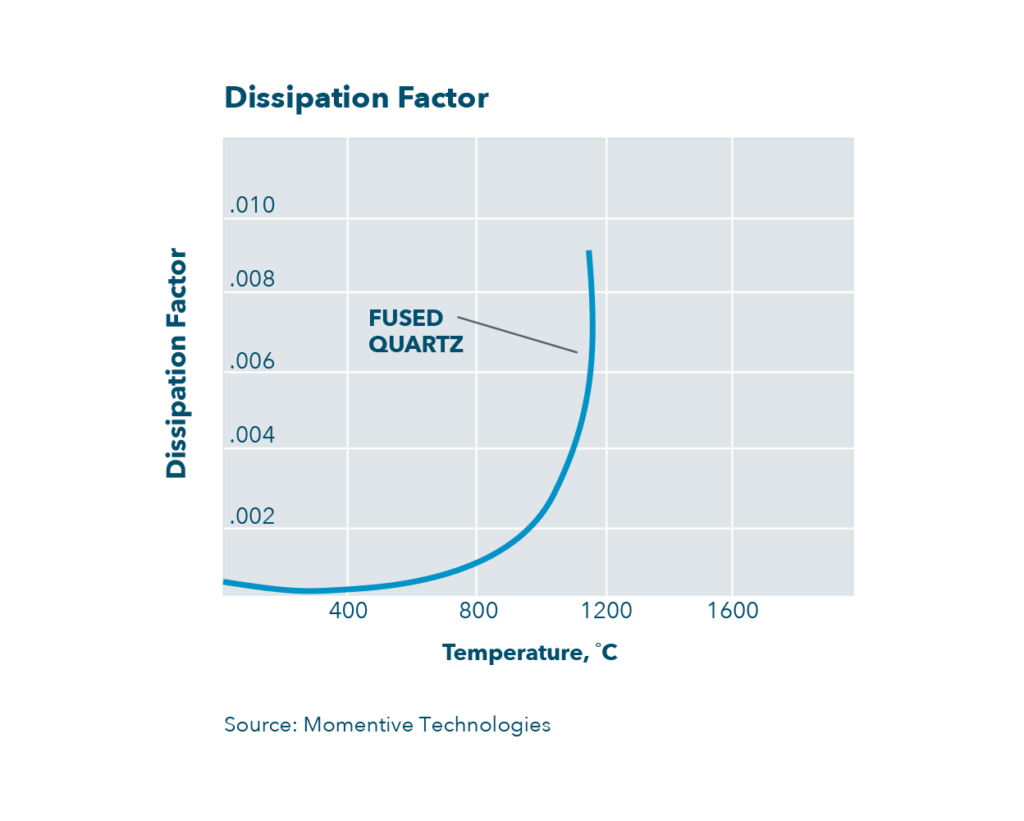
Electrical Properties
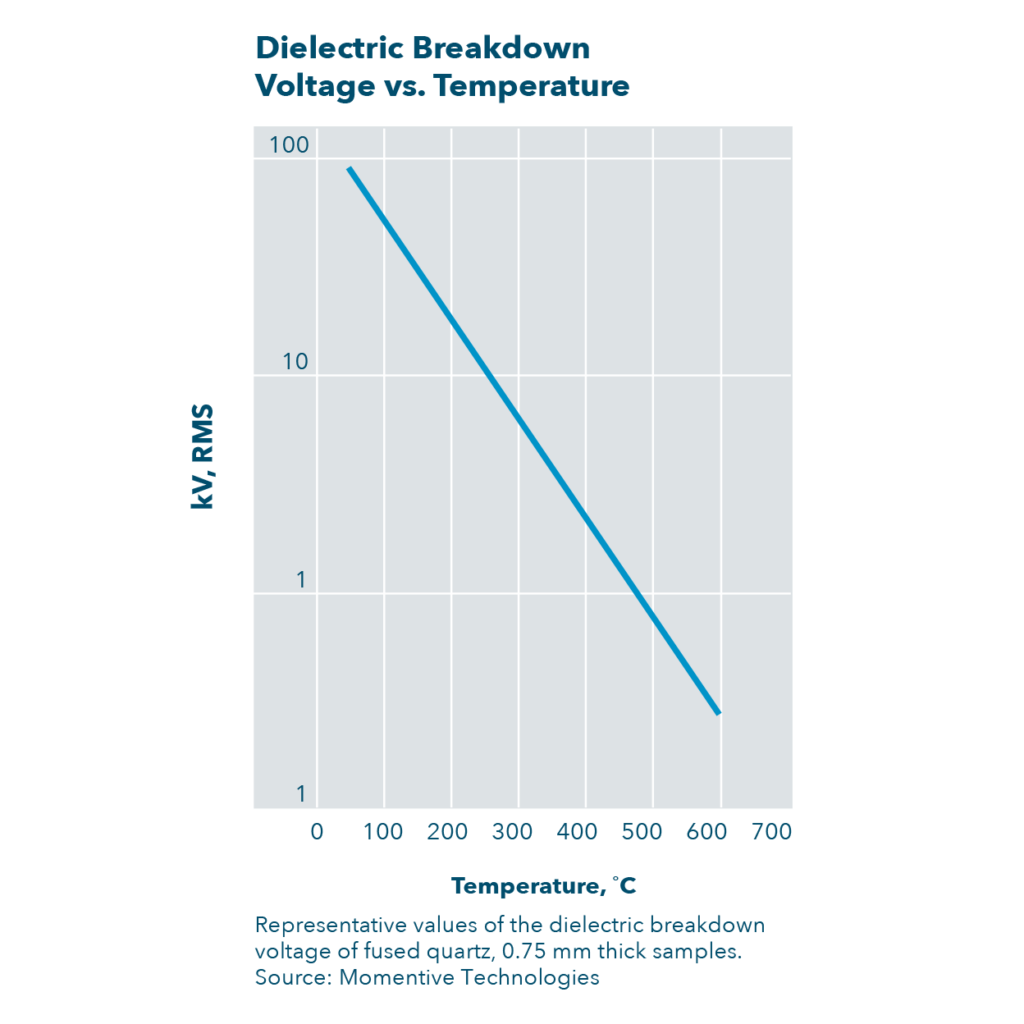
Since electrical conductivity in fused quartz is ionic in nature, and alkali ions exist only as trace constituents, fused quartz is the preferred glass for electrical insulation and low loss dielectric properties. Both electrical insulation and microwave transmission properties are retained at very high temperatures and over a wide range of frequencies.
Typical Electrical Properties of Fused Quartz
Typical Electrical Properties of Fused Quartz
| Property | Typical Values |
|---|---|
|
Electrical Resistance |
7 X 109 Ω-cm at 350°C |
|
Dielectric Loss Factor |
Less than 0.0004 at 20°C and 1 MHz |
|
Dielectric Constant |
3.75 at 20°C and 1 MHz |
|
Dielectric Strength |
5 X 107 V/m at 20°C and 1 MHz |
|
Dissipation Factor |
Less than 0.0001 at 20°C and 1 MHz |
Optical Properties
Optical transmission properties provide a means for distinguishing among various types of vitreous silica as the degree of transparency reflects material purity and the method of manufacture.
Specific indicators are the UV cutoff and the presence or absence of bands at 245 nm and 2.73 μm. The UV cutoff ranges from about 155 to 175 nm for a 10 mm thick specimen and for pure fused quartz is a reflection of material purity.
The presence of transition metallic impurities will shift the cutoff toward longer wavelengths. When desired, intentional doping, e.g., with Ti in the case of Momentive Technologies’ 219™ fused quartz, may be employed to increase absorption in the UV. The absorption band at 245 nm characterizes a reduced glass and typifies material made by electric fusion. If a vitreous silica is formed by a “wet” process, either flame fusion or synthetic material, for example, the fundamental vibrational band of incorporated structural hydroxyl ions will absorb strongly at 2.73 μm.
UV Cutoff
As the transmission curve illustrates, Momentive Technologies’ 214™ fused quartz has a UV cutoff (1 mm thickness) at < 160 nm, a small absorption at 245 nm and no appreciable absorption due to hydroxyl ions. 219, which contains approximately 100 ppm Ti, has a UV cutoff at about 230 nm for a 1 mm thick sample.
High IR Transmission
The IR edge falls between 4.5 and 5.0 μm for a 1 mm thick sample. Momentive Technologies’ 214/124™ electrically fused quartz is a very efficient material for the transmission of infrared radiation. Its infrared transmission extends out to about 4 μm with little absorption in the “water band” at 2.73 μm . This makes Momentive Technologies’ electrically fused quartz different than flame fused quartz (often referred to as “wet” quartz). This difference is seen in the transmission for the IR range.
Conversion to Other Thicknesses
Conversion to other thicknesses can be accomplished with the following formula:
T = (1−R)2e –at
T = percent transmission expressed as a decimal.
R = surface reflection loss for one surface.
e = base of natural logarithms
a = absorption coefficient, cm–1
t = thickness, cm
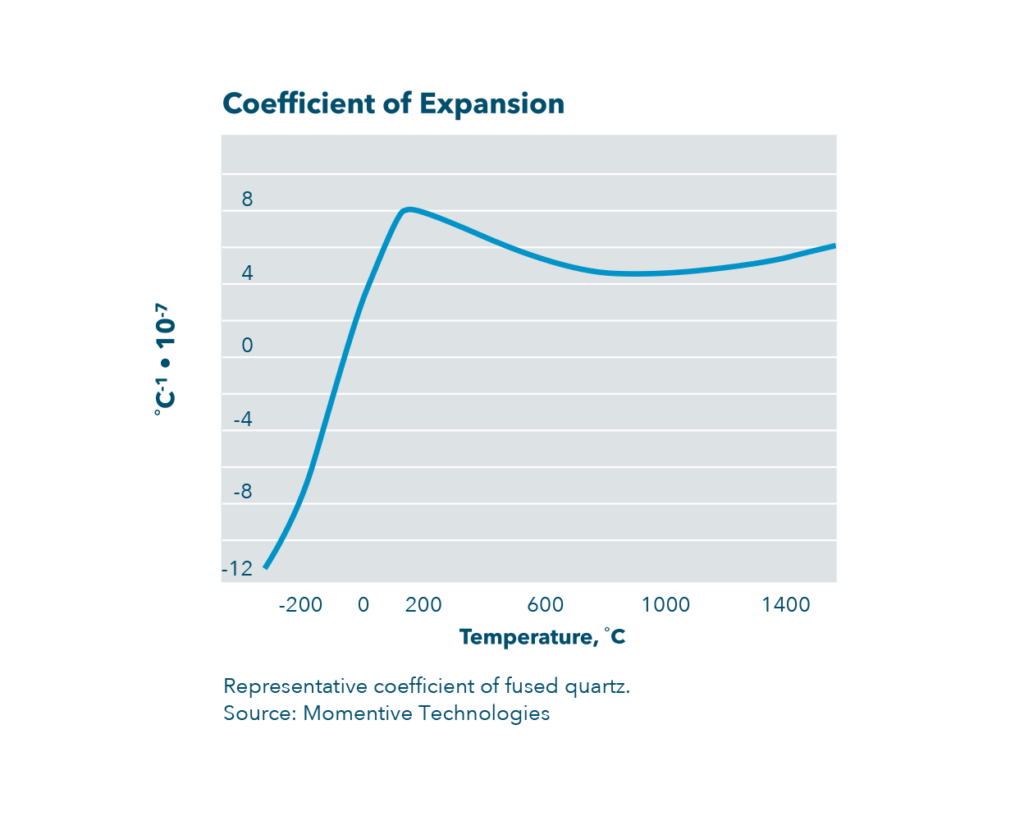
Thermal Properties
One of the most important properties of fused quartz is its extremely low coefficient of thermal expansion: 5.5 x 10–7 /°C (20–320°C). Its coefficient is 1/34 that of copper and only 1/7 of borosilicate glass. This makes the material particularly useful for optical flats, mirrors, furnace windows and critical optical applications which require minimum sensitivity to thermal changes.
A related property is its unusually high thermal shock resistance. For example, thin sections can be heated rapidly to above 1500°C and then plunged into water without cracking.
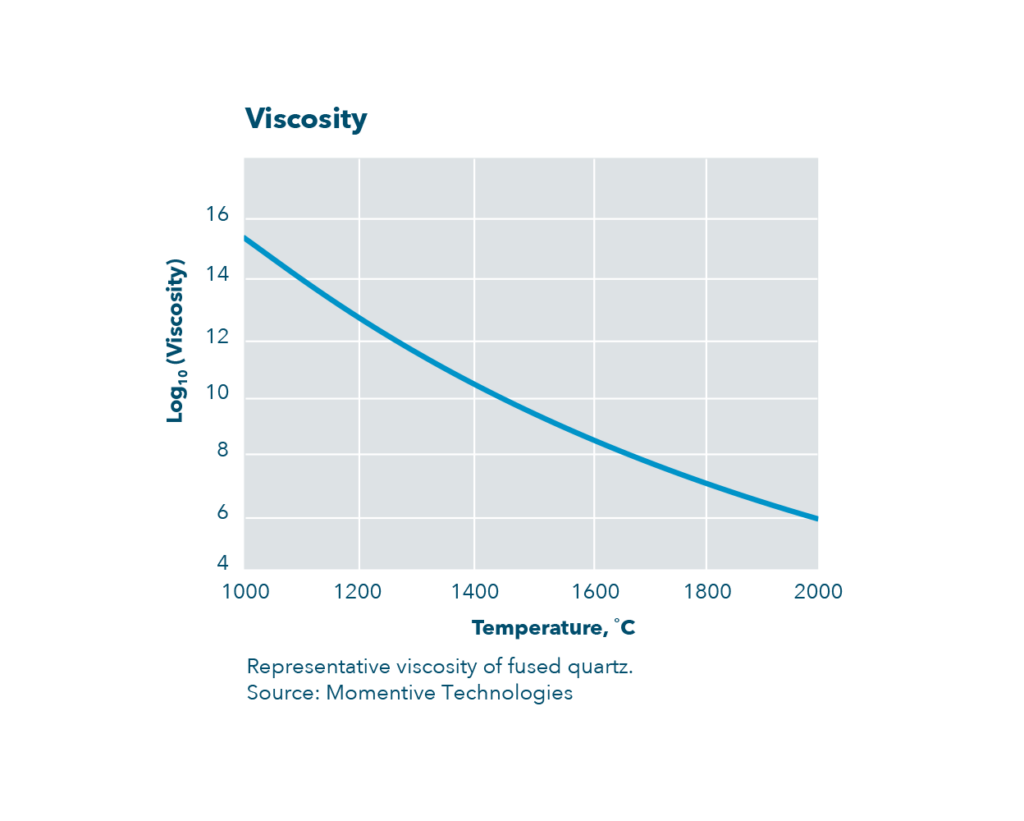
Effects of Temperature
Fused quartz is a solid material at room temperature, but at high temperatures, it behaves like all glasses. It does not experience a distinct melting point as crystalline materials do, but softens over a fairly broad temperature range. This transition from a solid to a plastic-like behavior, called the transformation range, is distinguished by a continuous change in viscosity with temperature.
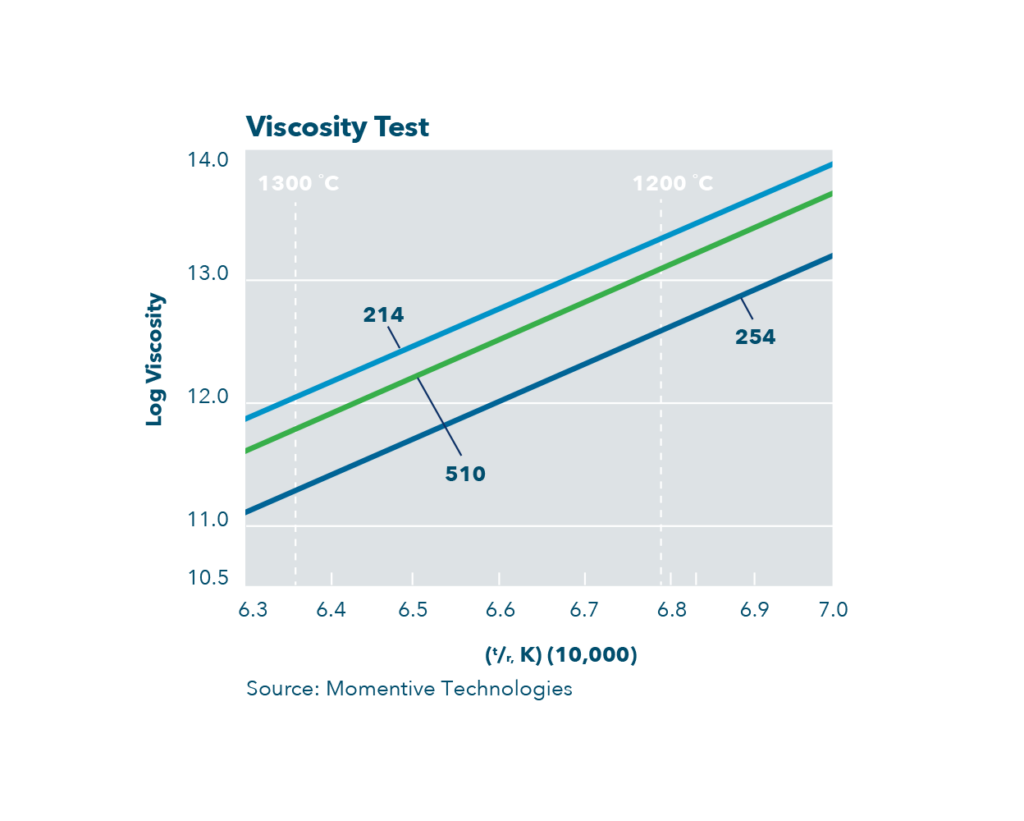
Viscosity
Typical Viscosity Values of Momentive Fused Quartz
| Property | Typical Values |
|---|---|
|
Softening Point |
1683°C |
|
Annealing Point |
1215°C |
|
Strain Point |
1120°c |
Devitrification
Devitrification and particle generation are limiting factors in the high temperature performance of fused quartz. Devitrification is a two-step process of nucleation and growth. In general, the devitrification rate of fused quartz is slow for two reasons: the nucleation of the cristobalite phase is possible only at the free surface, and the growth rate of the crystalline phase is low.
Nucleation in fused quartz materials is generally initiated by surface contamination from alkali elements and other metals. This heterogeneous nucleation is slower in non-stoichiometric fused quartz, such as Momentive Technologies, than in stoichiometric quartz materials.
Cristobalite Growth
Resistance To Sag
The most significant chemical factor effecting the sag resistance of fused quartz is the hydroxyl (–OH) content. Momentive Technologies controls the (–OH) content in its quartz to meet the specific needs of its customers. To maximize the performance of tubes used in high temperature semiconductor processes, it is important to understand the impact of changes in diameter and wall thickness. In one study using 214 LD fused quartz tubing, it was found that the sag rate decreases as the wall thickness of the tube is increased. Generally, as the wall thickness doubles, the sag rate decreases by approximately a factor 3. Also, it was shown that with a fixed wall thickness, the sag rate decreases as the tube diameter decreases.
Rupture calculations
Fused quartz is a solid material at room temperature, but at high temperatures, it behaves like all glasses. It does not experience a distinct melting point as crystalline materials do, but softens over a fairly broad temperature range. This transition from a solid to a plastic-like behavior, called the transformation range, is distinguished by a continuous change in viscosity with temperature.
Rupture Formula For Tubing
Conversion to other thicknesses can be accomplished with the following formula:
S = pr/t
S = Hoop Stress (Pa)
p = Working pressure (Pa)
r = Inside Radius of Tube (mm)
t = Wall Thickness (mm)
This formula is not applicable when the internal pressure exceeds 7×105 Pa (100 psi).
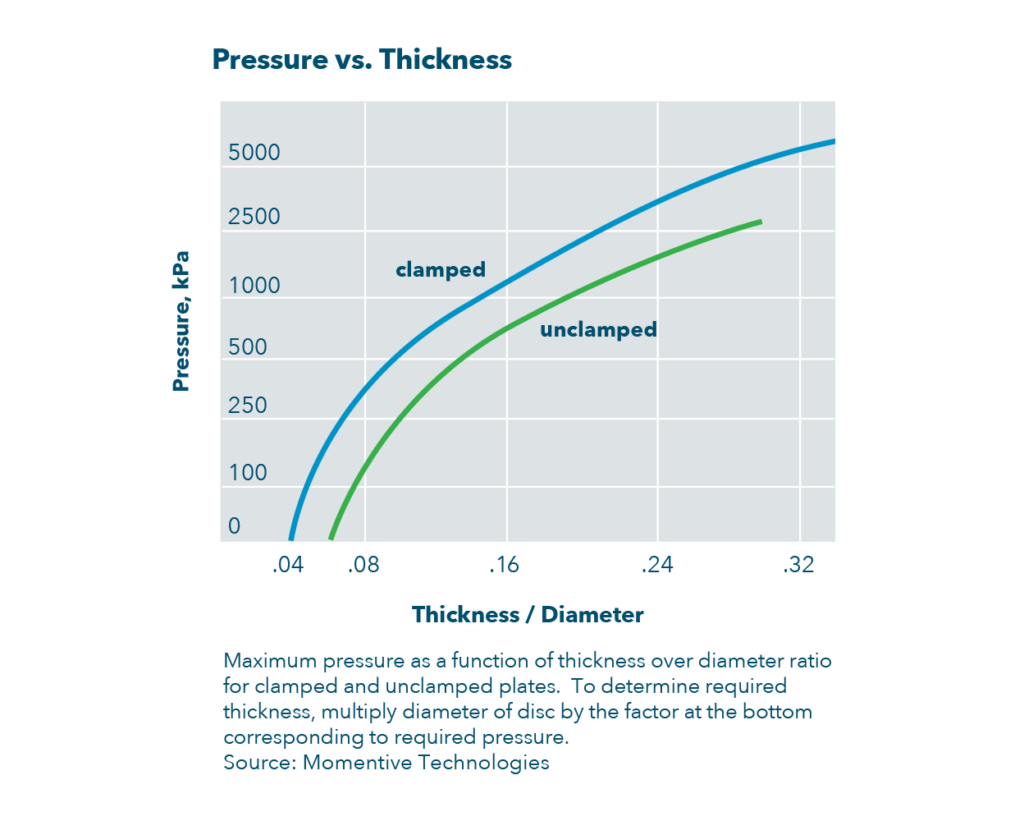
Rupture Formula For Discs And Plates
Many applications of fused quartz discs, plates and sight glasses require calculating pressure differential. The following formulae can be used for room temperature applications of circular parts with either clamped or unclamped edges.
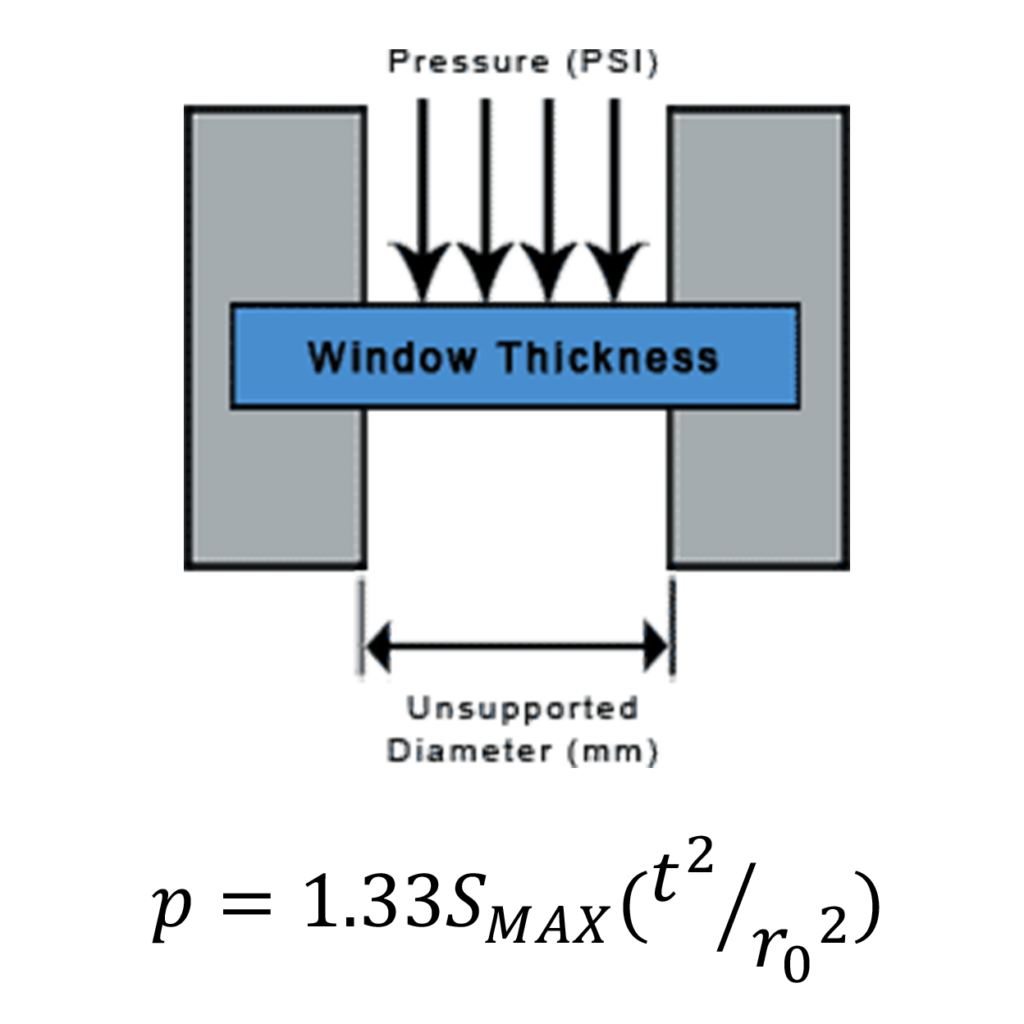
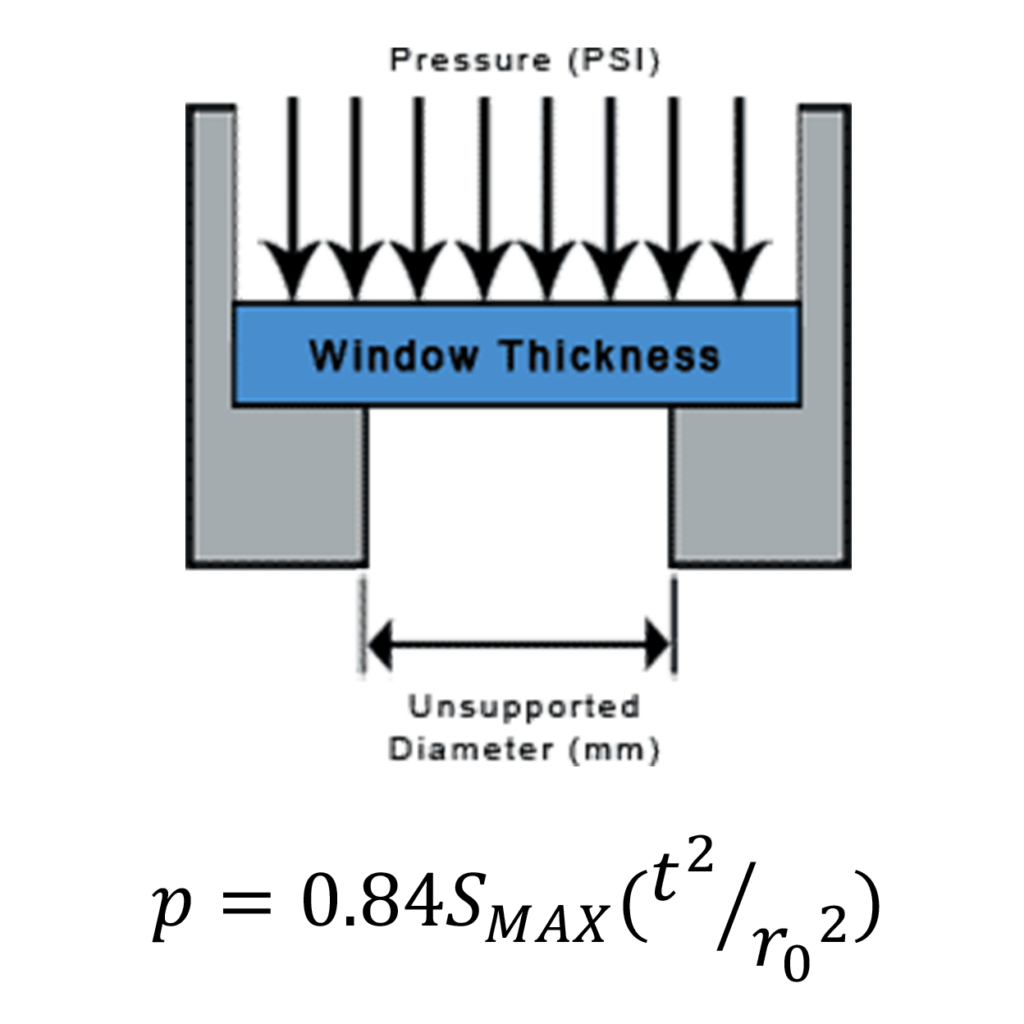
p = Pressure differential (Pa)
r0 = Unsupported disc radius (mm). For plates substitute r0 with width
SMAX = Maximum stress (approx. 7 to 1 safety factor) 7.0 x 106 Pa
t = Disc Thickness (mm)
However, the following factors will affect the strength of these parts and must be considered when using the formula:
- Surface should be highly polished and free of scratches
- Means by which a sample is clamped into a pressure device
- The clamping material used
- The thermal gradients expected across the surface and between the surfaces
- The rate of pressure increase that will be applied
- Temperature of specimen
Click here to access the quartz calculators.
Usage Guidelines
An important consideration for today’s users of fused quartz is the availability of technical product support. Momentive Technologies backs its products with fully equipped analytical and development laboratories and a staff of materials and fusion experts available to support customer requirements. State-of-the-art analytical equipment assures optimal production quality and enables certification and compliance of Momentive Technologies’ quartz products to stringent industry standards.
While Momentive Technologies believes that this information is accurate, it is not an exhaustive review of the subjects covered and, accordingly, Momentive Technologies makes no warranty as to the accuracy or completeness of the information. Customers are advised to check references to ensure that the product is suitable for the customer’s particular use of requirements.
Physical properties and other information shown on this site were developed from a number of sources, including Momentive Technologies’ technical laboratories, textbooks and technical publications.
Cleaning of Fused Quartz
- The products should be washed in deionized or distilled water with a degreasing agent added to the water.
- Fused quartz should then be placed in a 7% (maximum) solution of ammonium bi-fluoride for no more than ten minutes, or a 10 vol % (maximum) solution of hydrofluoric acid for no more than five minutes.
- Etching of the surface will remove a small amount of fused quartz material as well as any surface contaminants.
- To avoid water spotting, which may attract dirt and cause devitrification upon subsequent heating, fused quartz should be rinsed several times in deionized or distilled water and dried rapidly.
- Use of clean, cotton gloves at all times is essential to reduce possibility of contamination.
Annealing of Fused Quartz
Fused quartz, like other vitreous (glassy) materials, may have stress after thermal treatment. To avoid this stress, the glass must be cooled properly. The principles of annealing are:
Elevate the temperature of the glass to point where the stress is relieved.
Hold at this temperature until the entire body of the glass reaches temperature equilibrium.
Cool the glass slowly to a temperature where the glass is rigid.
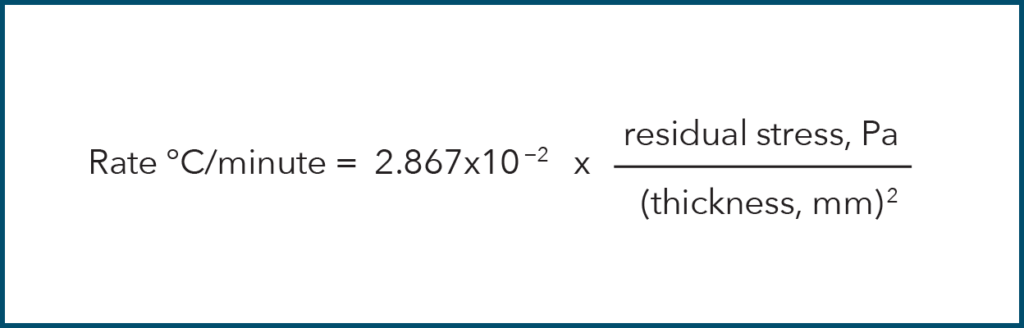
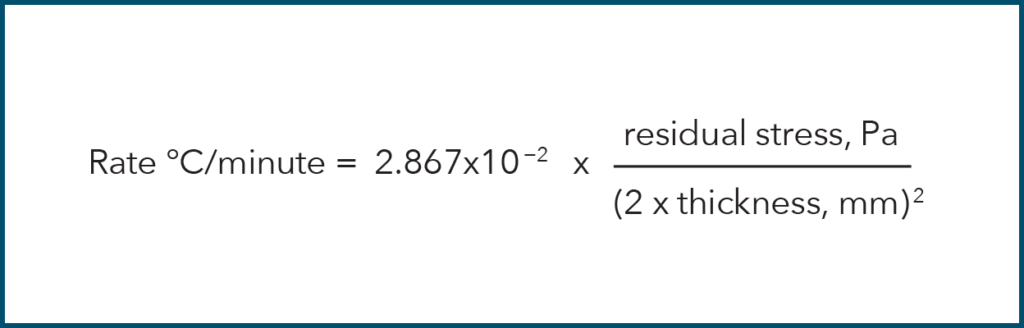
The residual stress or design, depending on the application, may be in the range of 1.7 x 105 to 20.4 x 105 Pa (25 to 300 psi). As a general rule, it is possible to cool up to 100°C/hour for sections less than 25mm thick.
Handling of Fused Quartz
Like any material that is expected to provide a design life at high temperatures, fused quartz demands some care in handling and use to achieve maximum performance from the product.
STORAGE
- Elevate the temperature of the glass to point where the stress is relieved.
- Hold at this temperature until the entire body of the glass reaches temperature equilibrium.
- Cool the glass slowly to a temperature where the glass is rigid.
SURFACE CLEANLINESS
- Contamination in almost any form is detrimental
- Alkaline solutions, salts or vapors are particularly deleterious
- Handling with bare hands deposits sufficient alkali from perspiration to leave clearly defined fingerprints upon devitrification
- Drops of water allowed to stand on the surface will collect enough contamination from the air to promote devitrified spots and watermarks.
- Surface contamination promotes nucleation of the cristobalite
ROTATION PROCEDURES FOR FUSED QUARTZ FURNACE TUBES
The following procedure has been used to create an even layer of crystobalite on diffusion tubes in order to increase resistance to devitrification.
- Place tube in furnace at 1200°C, and rotate it 90° every two hours for the first 30 hours.
- If the working schedule does not permit adherence to this procedure, place the tube in a furnace at 1200°C and rotate it 90° every two hours for the first 8 hours, then reset the furnace to operating temperature.
- This procedure helps minimize sag at high temperature to increase the lifetime of the diffusion tube, assuming sufficient mechanical support is designed into the furnace.
SOLARIZATION
- Fused quartz made from natural raw material solarizes or discolors upon prolonged irradiation by high energy radiation (such as short UV, X-rays, gamma rays and neutrons)
- Resistance to this type of solarization increases with the purity of fused quartz
- Synthetic fused silica is highly resistant to solarization • Solarization in fused quartz can be thermally bleached by heating it to high temperatures
DISSOCIATION
- Heating fused quartz to elevated temperatures (ca. 2000°C) causes the SiO2 to undergo dissociation or sublimation.
- This is generally considered to be: SiO2 → SiO + ½O2.
- When flame-working fused quartz, there is a band of haze or smoke which forms just outside the intensely heated region. The haze presumably forms because the SiO recombines with oxygen from the air (and perhaps water) and condenses as extremely small particles of amorphous SiO2.
- Haze can be removed from the surface by heating gently in the oxy-hydrogen flame.
- The dissociation is greatly enhanced when the heating of fused quartz is carried out in reducing conditions.
For example, the proximity or contact with graphite during heating will cause rapid dissociation of the SiO2.
